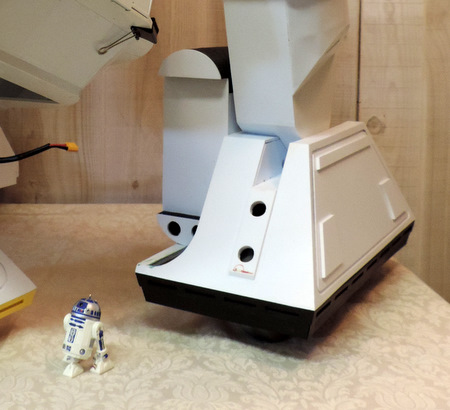
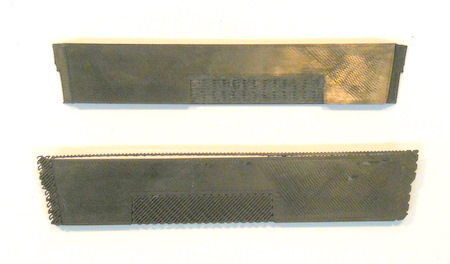
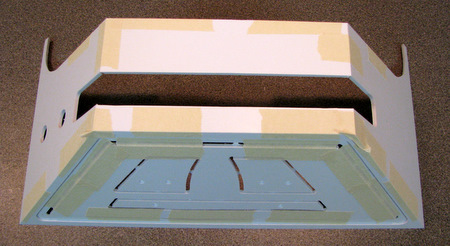
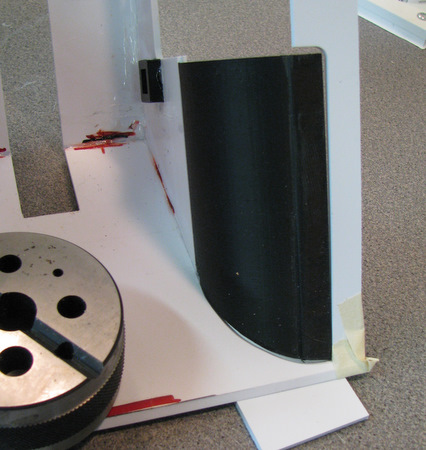
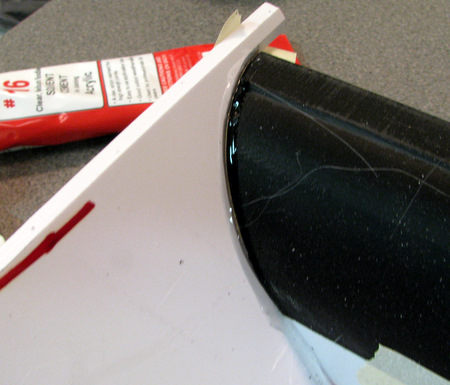
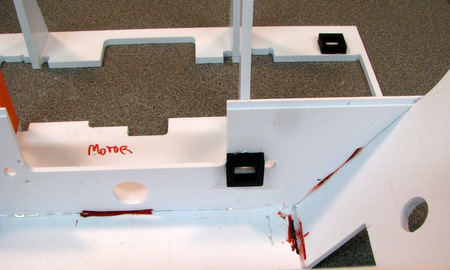
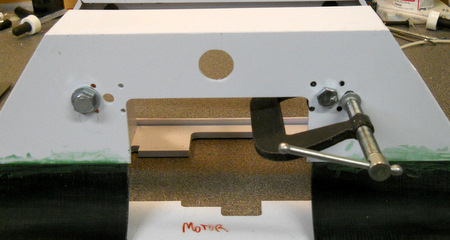
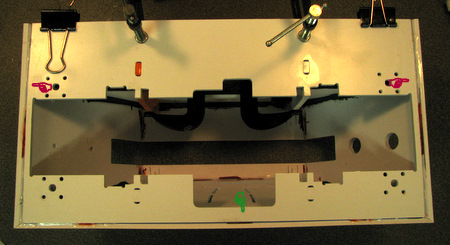
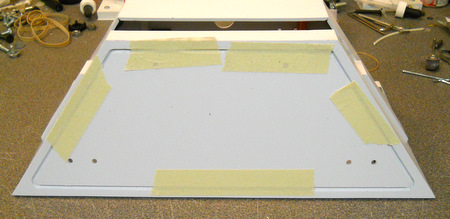
Below
& Right: Temporarily place the shell over the drive. Notice
that
the slot in the shell end is deliberately cut short. I've got the drive
clamped in a vise for support. 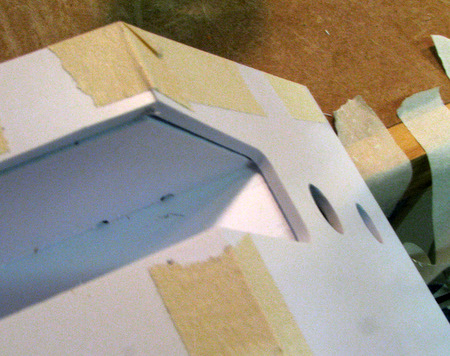 |
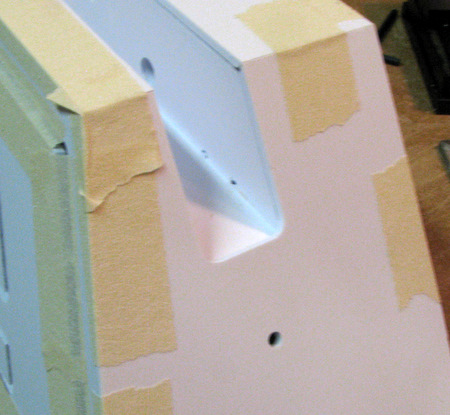 |
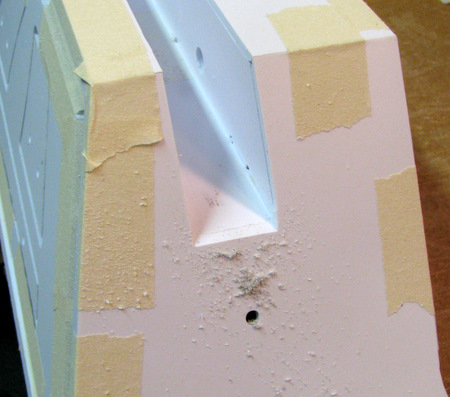
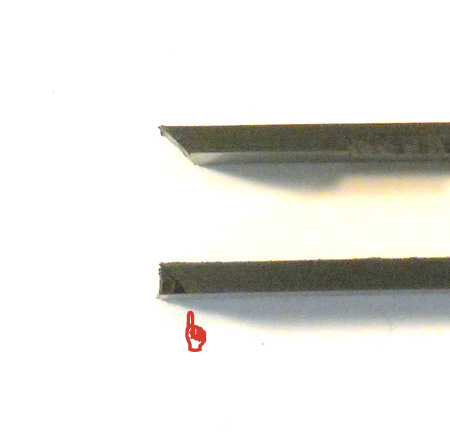
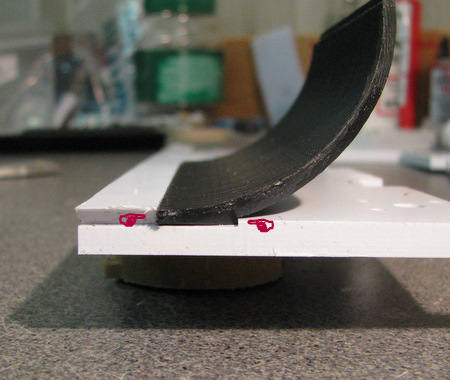
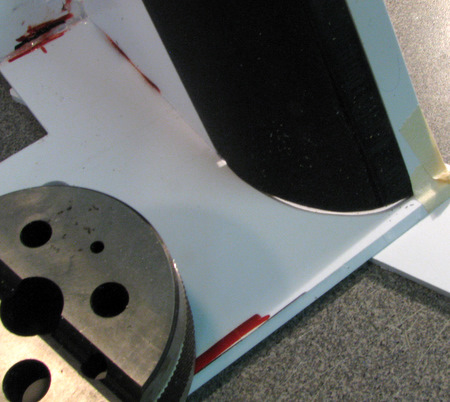
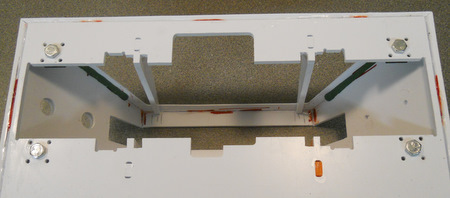
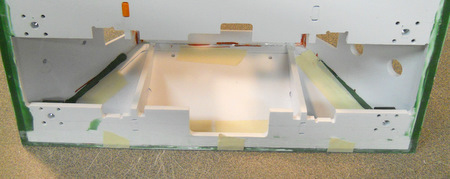
Carefully
file the bottom of the slot till it's the same height
& angle
as the drive channel. You don't have to get it perfect now as
we'll come back after we attach the trim strips on the ends.
 |
 |
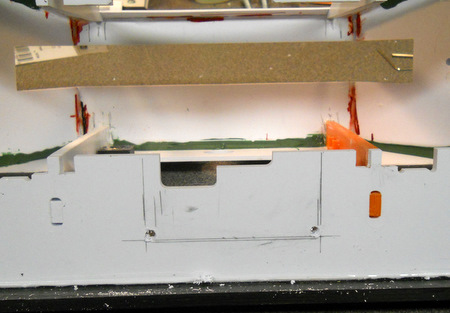
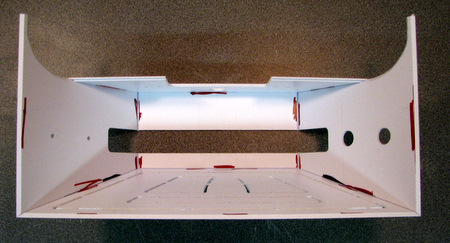
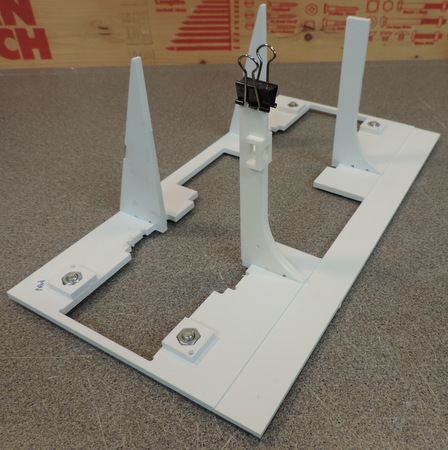
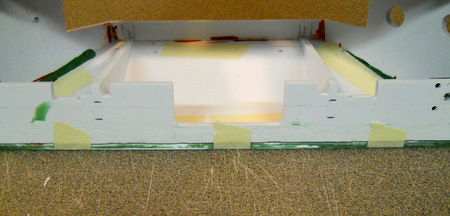
The rear trim
strip has two locater holes. Use 8/32 screws as pins to align
the
trim strip on the shell end panel. Note that the strip is not
symmetrical! make sure the edge lines up on top!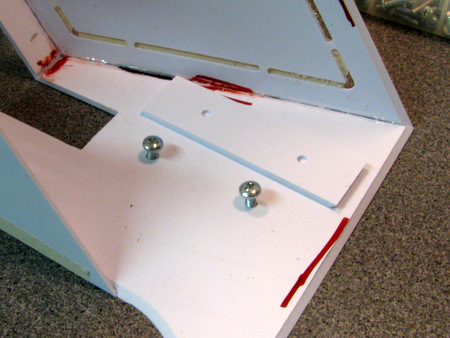 |

Clamp the trim strip in place, remove the screws and
put a few drops of Weldon #3 in the holes to hold the strip in place. |
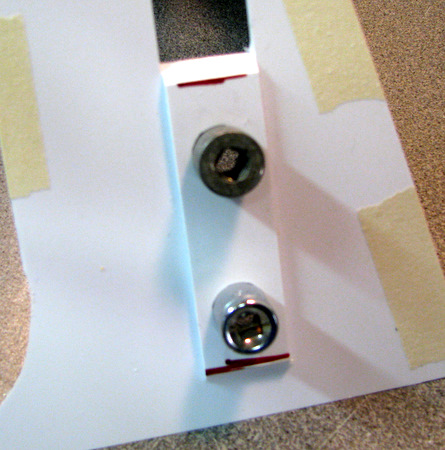 |
Left: I found that I could use sockets from
a socket wrench set as
alignment "pins" for the front trim strip. Anything that won't be
affected by the glue will work.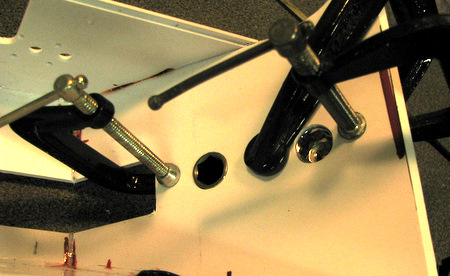
Again, clamp the trim strip in place and then apply
some Weldon #3 to hold the parts in place. |
 |
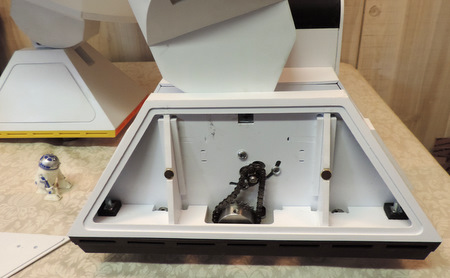
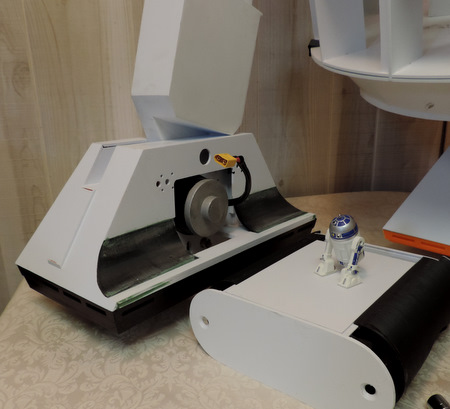
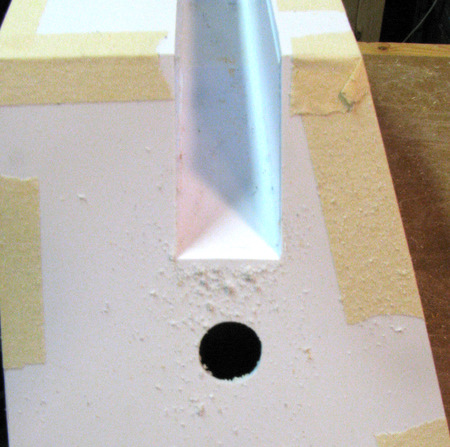
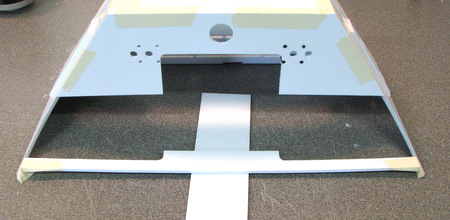
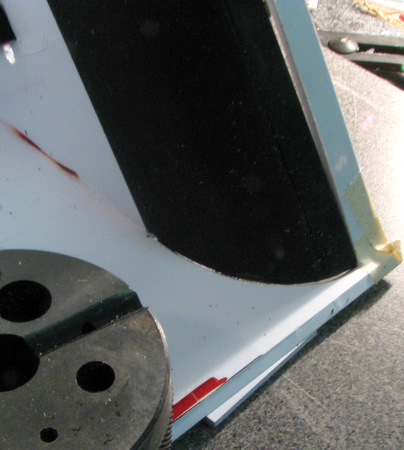
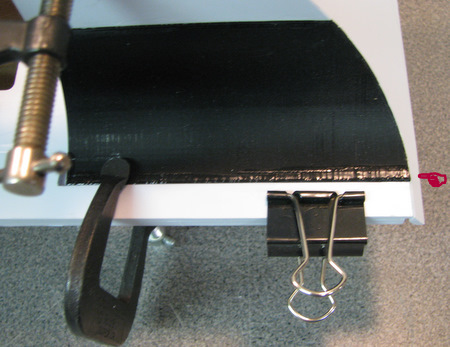
Left: with the glue dry, put the drive back
in
Below: file till the edge is flush |
 |
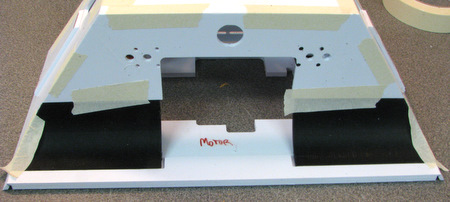
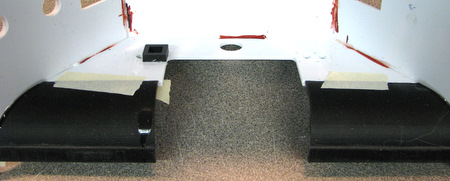
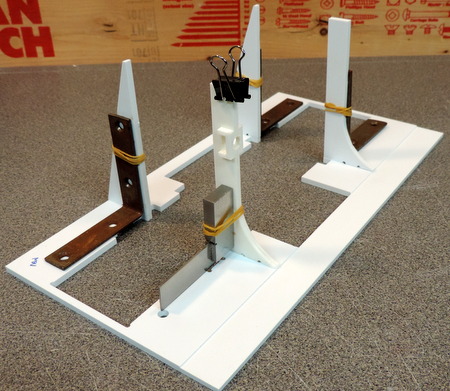
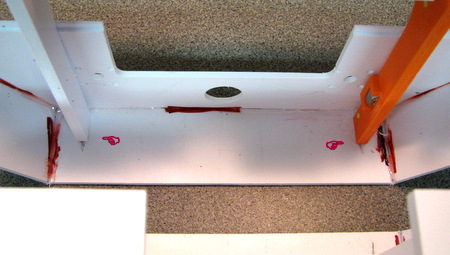
Left: the side panel has 3 trim pieces, each
with it's own set of locater holes. (I'm not yet providing a half moon
piece!)
Below: Put the pieces in position, clamp with a spring clip
(not shown) 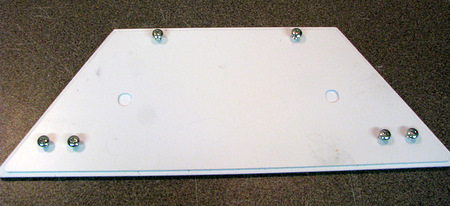 |
 |
Left: put in a drop of Weldon #3 threw each
hole.
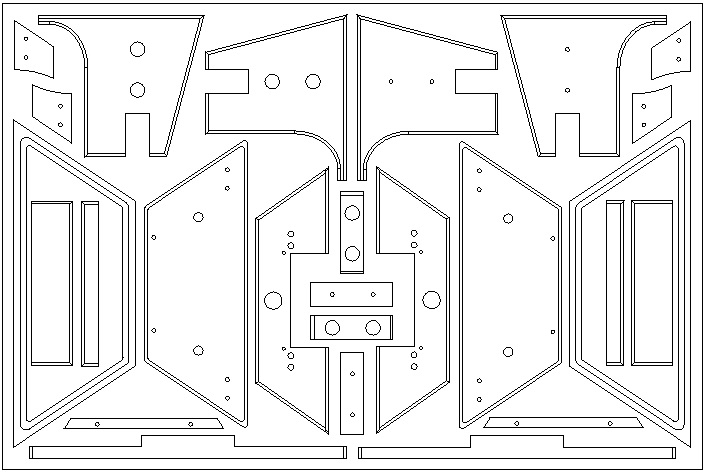
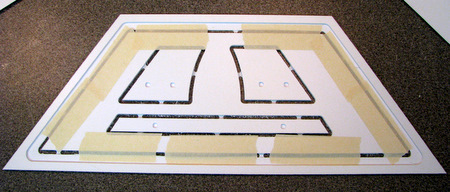
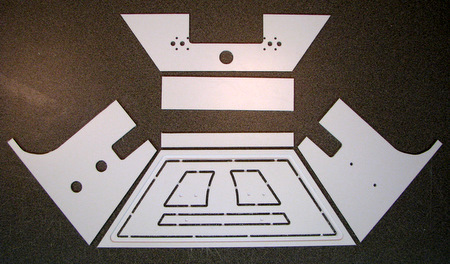
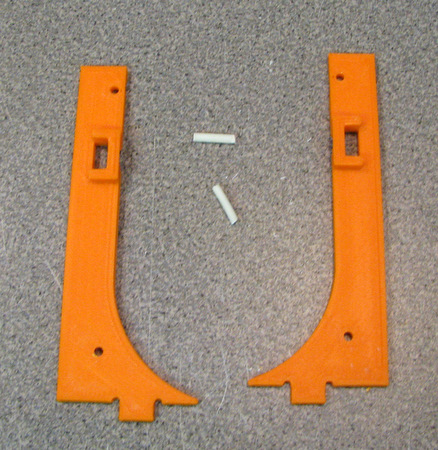
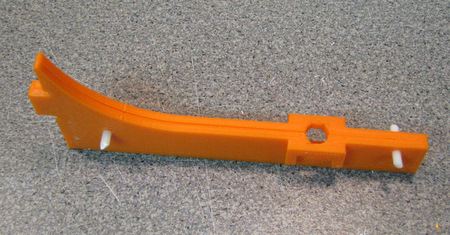
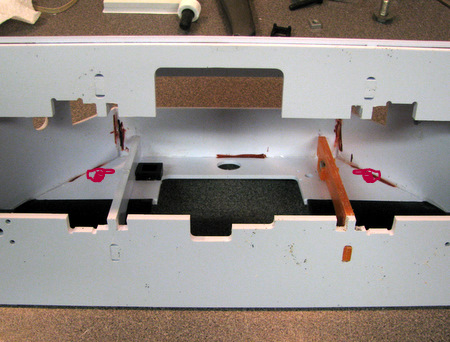
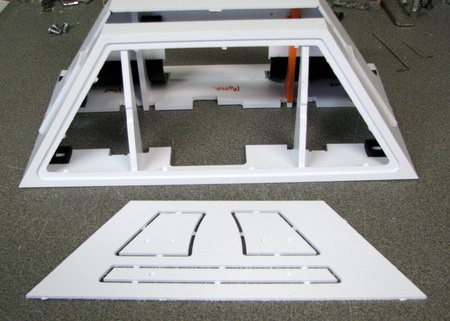
Above: The Apron consists of 4 3D printed parts. |
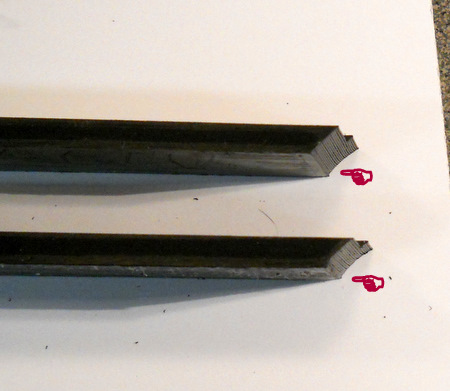
Below: the longer apron pieces are quite
flexible, and may be slightly warped. The warp will be removed during
assembly.
Right:
the two shorter apron parts have been printed using "support". Support
was needed to hold up the surface where the notch is.
|
 |
 |
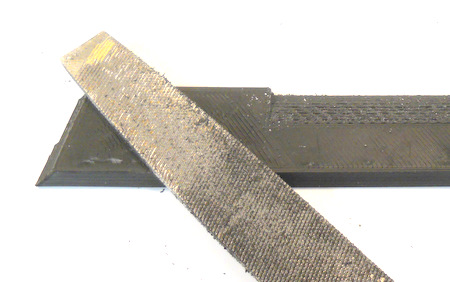
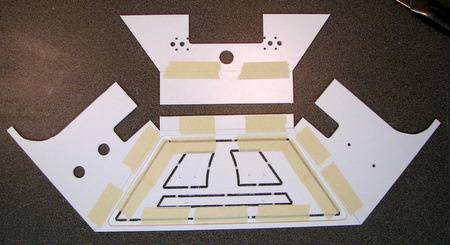
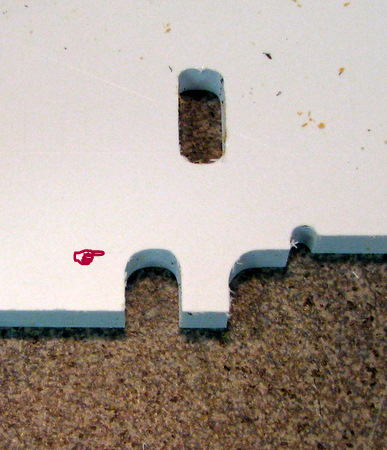
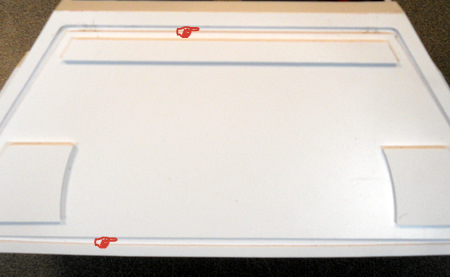
Left: You can see the boundary of the
support on the edge
Above: use your favorite cutting tool to separate the
support structure. It's deliberately flimsy and should separate easily. |
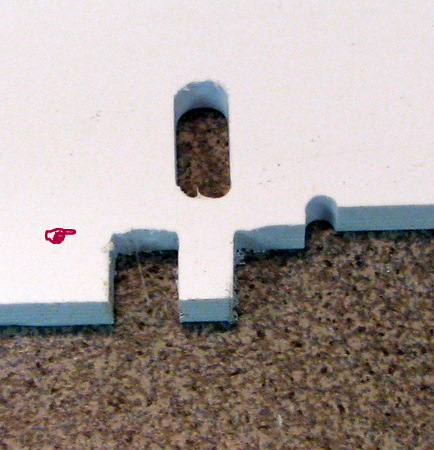
Below: separate support from both ends, the
top edge, and the wedge section.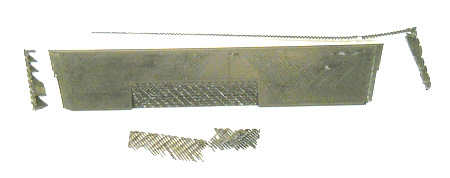
Right: clean up any rough surfaces with a file. You
can be aggressive on the wedge area, it's on the inside of the apron. |
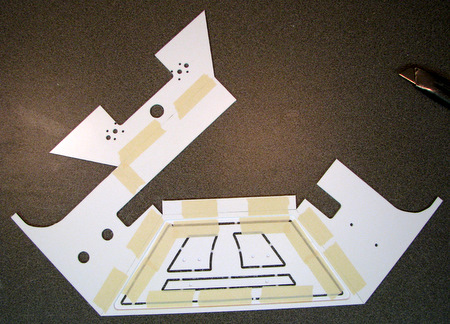
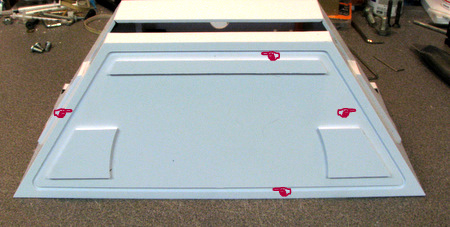
 |
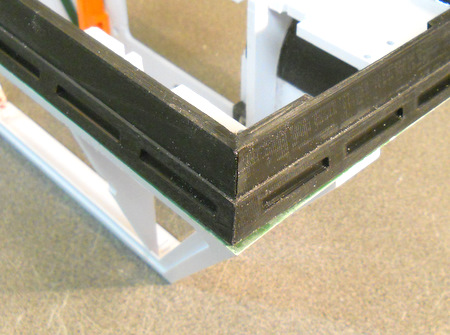
You want the corners coming
together only at the front edges so file down the rear edges of the
corners. |
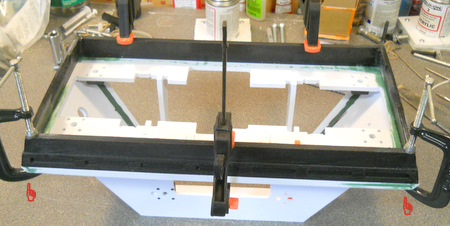
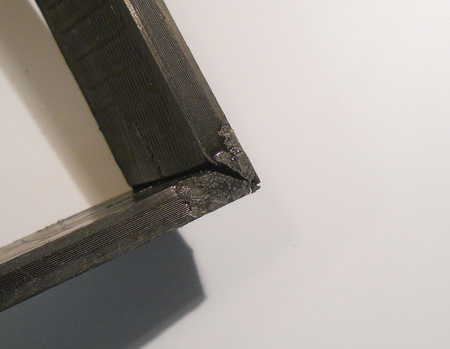
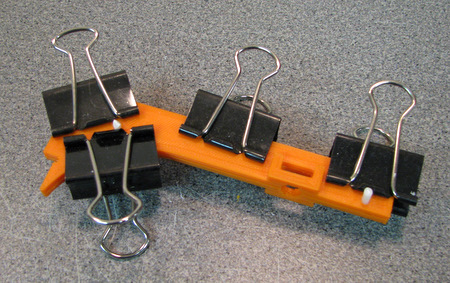
I'm using corner clamps to hold the apron pieces
together while gluing. Because of the shape, it
will take 4 clamps to hold the pieces in position. Make sure the edges
meet cleanly.  |

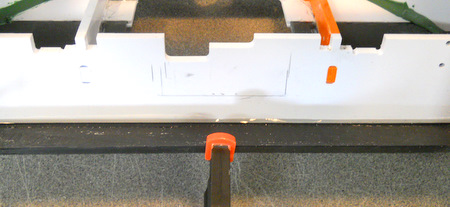
While
the C-Clamps hold the pieces against the bottom of the corner fixture,
adjust the clamps of the corner fixture so that the edge shown above is
flat against the bottom of the fixture. Drip just a drop or two of
Weldon #3 into the joint and let it dry. |
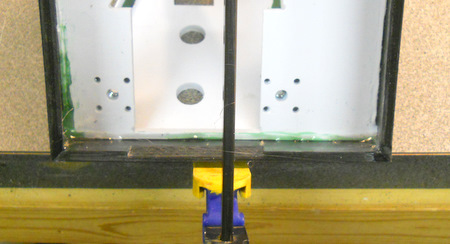
once
your joint is dry, remove it from the corner clamp. then run a bead of
Weldon #16 down the inside of the joint. don't get any on the top or
bottom of the apron.
|
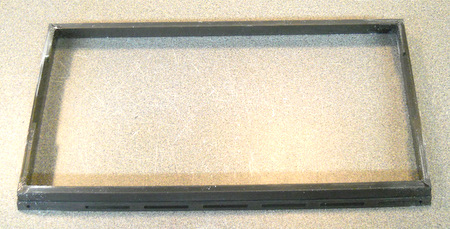 |
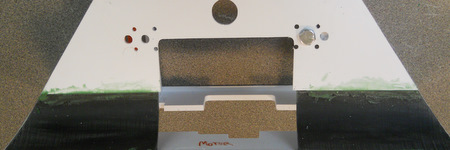
The finished apron!
I
tend to glue the corners together in pairs. That way the Weldon #16 can
be drying on the first set while the Weldon #3 dries on the second.
However you work, double check that you are gluing the
correct
set of joints. Trust me, nothing hurts as much as having to tear apart
something you just glued because you made a LH corner and you needed a
RH one. |








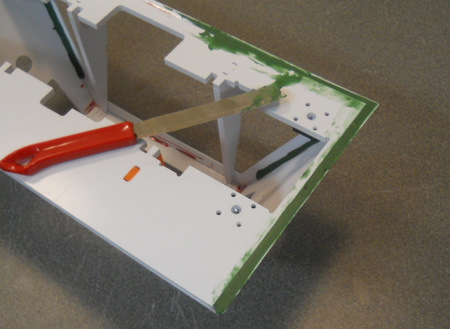
 if you get
glue into the areas where the braces go just scrape
it out!
if you get
glue into the areas where the braces go just scrape
it out!




 Right: Once the
glue has dried file down any rough edges.
Right: Once the
glue has dried file down any rough edges.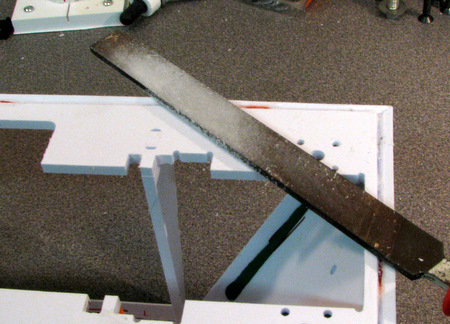
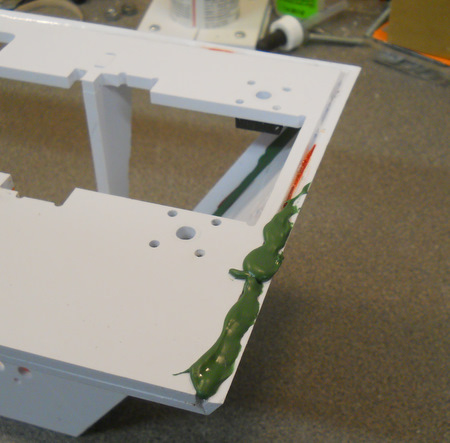


 Above: also
put
some putty on the curved end joints with the shell (remember the
battery box covers most of those joints.)
Above: also
put
some putty on the curved end joints with the shell (remember the
battery box covers most of those joints.)